Celý článek v PDF
1. Rozdíly mezi strukturou plastů a kovů
Aby bylo možné navrhnout plastový díl s co nejmenším objemem materiálu, a tedy s nejmenším minimálním ekologickým dopadem, je nutno mít k dispozici, co nejvíce materiálových, technologických, a technických informací.
Polymery jsou makromolekulární látky a jejich struktura a chování jsou rozdílné ve srovnání s kovy. Struktura kovů je tvořena krystalickými mřížkami a jednotlivé atomy(ionty), tvořící uzly mřížky, jsou navzájem svázány pevnými kovovými vazbami, které jsou příčinou jejich typické pevnosti a teplotní odolnosti.Označení kovová vazba vychází z představy moderní teorie kovů, podle které jsou valenční elektrony atomů tvořící kov volně sdílené mezi všemi atomy, takže kovové ionty jsou obklopeny a prostoupeny jakýmsi „elektronovým plynem“. Přítomnost takových volných elektronů velmi dobře vysvětluje vysokou tepelnou a elektrickou vodivost, kovový lesk, pravidelnou krystalickou mřížku. Polymery jsou naproti tomu tvořeny zapleteninami makromolekulárních řetězců o různých délkách.Makromolekulární řetězce jsou složeny z opakujících se základních strukturních jednotek, nazývaných mery. Mery jsou tvořeny atomy nebo skupinami atomů různých prvků.Převládá C, H, O.Tyto řetězce jsou spolu spojeny slabými Van der Vaalsovými vazbami a vodíkovými můstky, pak hovoříme o termoplastech. Nebo řetězce mohou být spojeny chemickými kovalentními vazbami, v tomto případě se jedná o termosety.
Dále se v tomto příspěvku budeme zabývat pouze termoplasty. Termoplasty podle struktury dělíme na amorfní, u kterých jsou řetězce vlivem tepelného Brownova pohybu nepravidelně uspořádány, a semikrystalické, kdy jsou makromolekulární řetězce částečně uspořádány do pravidelných lamel, které pak vytváří sférolity. Při zvyšování teploty plastu se Brownovým pohybem rozkmitají nejprve menší úseky makromolekul a začíná se snižovat pevnost polymeru. Při dalším dodání tepelné energie se rozkmitají větší úseky a dále dojde k rozrušení výše uvedených soudržných sil do té míry, že se řetězce od sebe odpoutají a z tuhého polymeru se stává viskózně tekutá tavenina. V tomto stavu se dají polymery zpracovávat ve formě. Polymery se modifikují různými plnivy, které se smíchají s polymerem ve viskózním stavu, pak hovoříme o plastech.
2. Materiálové vlastnosti v pevnostním výpočtu plastových dílů
Při pevnostních výpočtech kovových dílů předpokládáme a požadujeme, aby materiál byl namáhán pouze v rámci elastických (vratných) deformací, tj. v mezích Hookova zákona, kde poměrné prodloužení narůstá úměrně se zatěžujícím napětím. Na tomto předpokladu je založena většina úloh. Hovoříme zde o chování kovů při teplotách do 100 až 150°C. Tento zjednodušený přístup dovoluje struktura atomové mřížky.
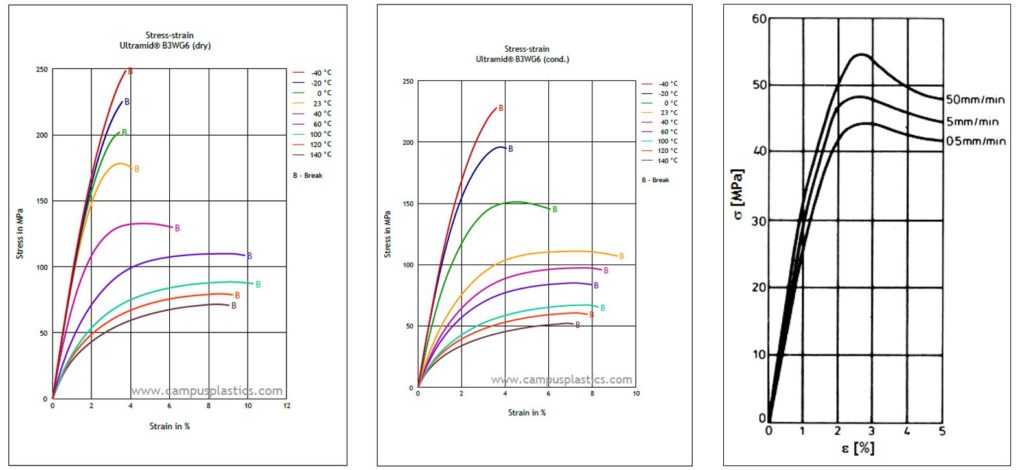
U plastů, zejména pak vstřikovaných, je situace odlišná. Plasty vykazují většinou velmi úzkou oblast lineárního chování v rámci Hookeova zákona. Plasty mají proti kovům modul pružnosti asi o dva řády nižší, kdežto pevnost je nižší jen asi o jeden řád. Může tedy dojít k tomu, že při zatěžování plastového výrobku vzniknou tak velké deformace, které jsou nepřípustné z hlediska funkce výrobku (prohnutí, netěsnost, odchlípení, zkroucení apod.), i když ještě nebyly překročeny dovolené hodnoty poměrného prodloužení edov nebo napětí sdov. Dále pak modul pružnosti, což je vlastně konstanta úměrnosti ve vztahu mezi napětím a poměrným prodloužením, přestává být díky viskoelastickému chování plastů konstantou a závisí výrazně také na teplotě a u navlhavých plastů také na vlhkosti vzduchu. To jsou materiálové vlastnosti, které je nutno zohlednit v materiálovém modelu plastů při pevnostních výpočtech. (Obr. 1)
2.1. Viskoelastické chování
Viskoelastické chování plastů se projevuje tokem za studena (creepem) a relaxací napětí. Tok za studena se projevuje pohybem nadmolekulární struktury plastu v čase při konstantním zatížení a může být způsoben i vlastní tíhou plastového dílu. Příkladem může být protažení plastové struny v čase, kdy na ni zavěsíme závaží. Relaxace napětí je pokles stavu napjatosti v čase. Jako příklad může posloužit snížení axiální síly šroubového spojení po určitém čase při použití plastové matice. Viskoelastické chování plastu musíme zahrnout do pevnostního výpočtu při časovém působení zatížení.
2.2. Závislost pevnosti plastu na teplotě (Obr. 1)
Pevnost plastů je výrazným způsobem závislá na teplotě. Při zvýšení teploty dílu na teplotu nad 60 °C dojde zásadním způsobem ke snížení pevnosti u většiny komoditních a konstrukčních plastů. Naopak při snížení teploty pod -10 °C pevnost plastu naroste, ale sníží se tažnost a rázová houževnatost. Stejně tak je na teplotě závislé i viskoelastické chování.
2.3. Závislost pevnosti plastu na vlhkosti prostředí (Obr. 1)
Některé plasty např. PA, PU jsou silně navlhavé. Jsou schopny absorbovat až 5% vzdušné vlhkosti. Molekuly vody mezi makromolekulárními řetězci snižují tření a zvyšují volný objem. Tím se zvýší ohebnost nadmolekulární struktury a zároveň naroste objem plastu. Výsledkem je pokles pevnosti a nárůst tažnosti a rázové houževnatosti. Nárůst objemu vede ke zvětšení rozměrů dílu. Pevnost i rozměry se pak mění podle relativní vlhkosti vzduchu, podle toho v jakém prostředí se díl právě nachází.
3. Vliv vstřikovacího procesu na pevnost plastových dílů
Vstřikovací proces a s ním spojený technologický design dílu mohou zásadním způsobem ovlivnit pevnost plastového dílu. Zásadní vliv na mechanické chování plastového dílu může mít přítomnost studených spojů a lunkrů. Při plnění dutiny formy dochází k orientaci nadmolekulární struktury a případně vláknitého plniva. V průběhu vstřikovacího procesu se v plastovém dílu indukují reziduální napětí generovaná vnitřními silami. Pevnost plastu vstřikovaného dílu závisí také na hodnotě a čase dotlaku. Další ovlivnění mechanického chování dílu je ovlivněno teplotou formy, resp. průběhem teplotního pole v cyklu. Tyto výše uvedené nehomogenity dokážeme velmi dobře predikovat pomocí CAE Moldflow analýzy.
3.1. Studené spoje (Obr. 2)
Studené spoje vznikají při plnění dutiny formy, když se setkají dvě čela proudící taveniny v dutině formy. K této situaci dojde, když se proud taveniny rozdělí při obtékání např. tvárníku ve formě na dvě části a ty se opět spojí v jeden proud za tvárníkem. Podobná situace nastane, když je dutina formy plněna více vtokovými ústí, která nejsou řízena. Studený spoj vznikne na soutoku jednotlivých proudů. Snížení mechanických vlastností ve studeném spoji závisí na odvzdušnění dutiny formy v daném místě, na teplotě čela taveniny, lokálním tlaku a na přítomnosti vláknitého plniva. Predikce exaktních mechanických vlastností ve studeném spoji je v reálné situaci velmi obtížná, ale v každém případě by měla být zahrnuta do pevnostního výpočtu, byť jen posouzením případných napěťových špiček ve studeném spoji. Na tomto místě stojí také za zmínku jetting efekt (volný proud taveniny z vtokového ústí), který také vytváří studený spoj.
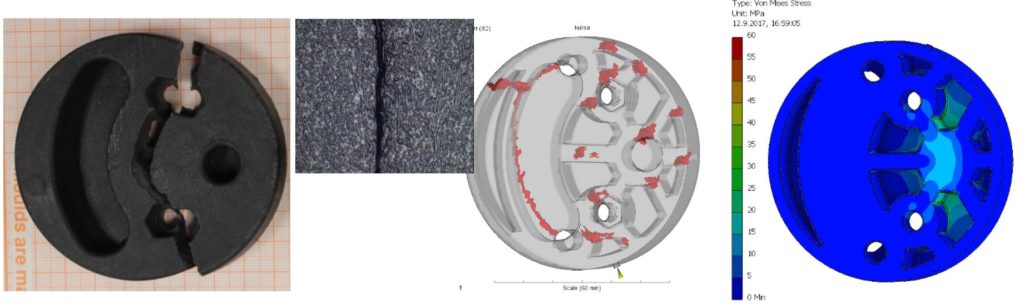
3.2. Lunkry (Obr. 3)
Lunkry jsou vakuoly, ostrými hranami ohraničené dutiny, vznikají nedostatečným působením dotlaku. Nejčastěji jsou způsobeny špatným technologickým designem plastového dílu, příp. nevhodným umístěním vtokového ústí. Lunkr představuje snížení průřezu stěny plastového dílu a zároveň na ostrých hranách dochází k vrubové koncentraci napětí. Z těchto míst se pak mohou šířit mikrotrhliny, které vedou zejména při cyklickém namáhání k destrukci dílu. Potenciální vznik lunkrů dokážeme pomocí Moldflow velmi dobře predikovat.
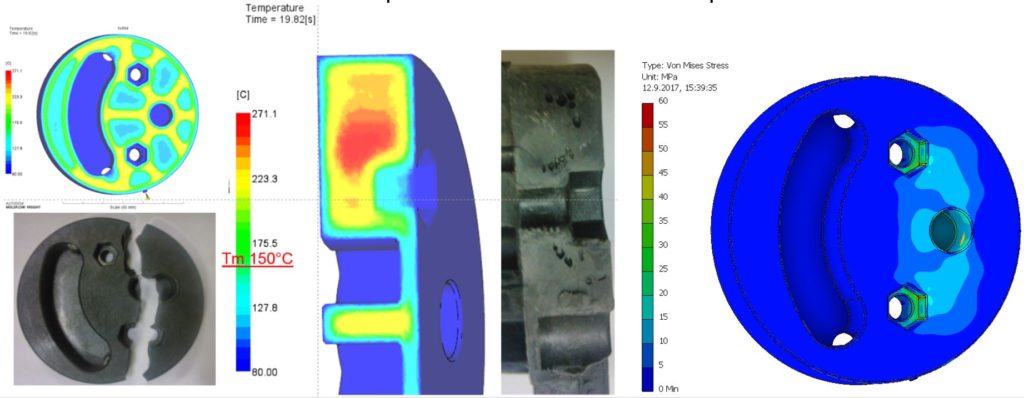
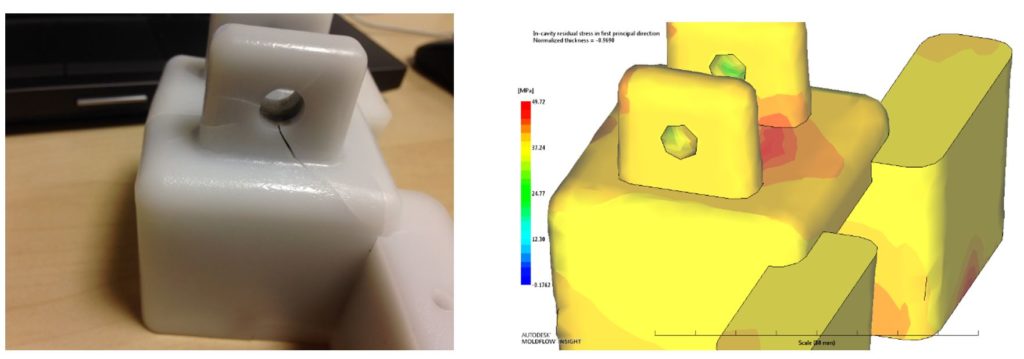
3.3. Reziduální napětí (Obr. 4)
Reziduální napětí je indukováno v plastové dílu po celou dobu vstřikovacího procesu. Nejvyšší hodnoty jsou pak indukovány ve fázi dotlaku a chlazení. Velikost reziduálního napětí závisí na velikosti rozdílů hodnot tlaku a teplot, resp. rovnoměrnosti tlakového a teplotního pole jak v objemu dílu, tak v čase, a to i po vyhození dílu z dutiny formy. Po vyhození dílu dochází k ochlazování dílu na teplotu okolí bez vazeb dutiny formy. Část reziduálního napětí se realizuje na deformaci plastového dílu a část napětí relaxuje po celou dobu životnosti plastového dílu.
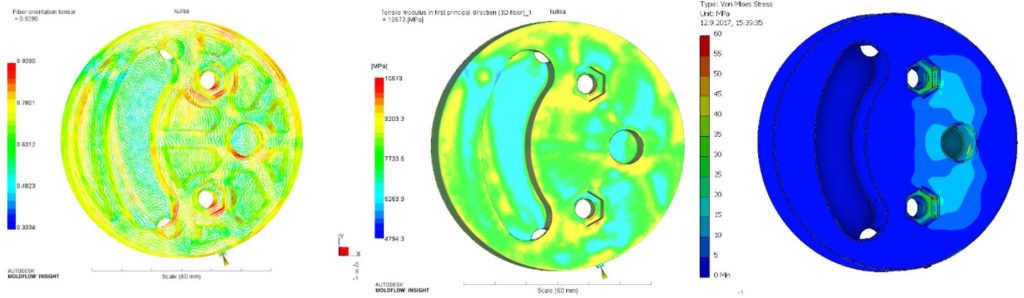
3.4. Orientace
Při plnění dutiny formy a částečně také při dotlaku dochází k orientaci nadmolekulární struktury polymeru ve směru toku taveniny. Tento fakt se projevuje u semikrystalických polymerů, u amorfních polymerů není významný. Mnohem významnějším faktorem orientace je plnivo v podobě vláken. Vlákna se při plnění dutiny orientují ve směru toku taveniny a pevnost výsledné struktury závisí na směru orientace vláken. (Obr. 5) Ve směru orientace vláken je pevnost výrazně vyšší než pevnost kolmo na směr orientace. Vlákna mohou být krátká 0,4-0,8mm nebo dlouhá 8-12mm délky. V případě dlouhých vláken je nutno počítat se zkracováním vláken lámáním při průchodu plastikační jednotkou, vtokovým systémem a dutinou. Orientaci vláken i lámání můžeme predikovat pomocí CAE Moldflow a stejně tak můžeme analyzovat změnu pevnosti plastu v objemu vstřikovaného dílu. Tuto ortotropní materiálovou charakteristiku můžeme namapovat na síť konečných prvků určenou pro pevnostní analýzu např. v Abaqus CAE.
3.5. Tlak v dutině formy a teplota formy
Tlak v dutině formy při dotlaku může také ovlivnit pevnost plastu. S vyšším tlakem se zvětšuje také pevnost plastu. Tzn., že v oblasti vtokového ústí má díl větší pevnost než na konci tokové dráhy, kde je působení tlaku menší. Teplota formy ovlivňuje u semikrystalických polymerů podíl krystalické fáze. S vyšší teplotou formy narůstá i podíl krystalické fáze. Vyšší podíl krystalické fáze znamená vyšší pevnost plastu, ale nižší tažnost a rázovou houževnatost.
4. Pevnostní analýza vstřikovaných dílů
Jak už bylo řečeno v úvodu, plasty jsou složité na popis materiálového modelu pro pevnostní analýzu. Je nutno mít k dispozici materiálová data, zahrnující co nejvíce naměřených parametrů, zpřesňujících výpočet.
Aby pevnostní analýza co nejvěrněji popisovala realitu, musíme do výpočtu zahrnout také nehomogenity vzniklé v průběhu vstřikovacího procesu. Velmi dobře umíme zahrnout do pevnostní analýzy orientaci vláken, studené spoje, reziduální napětí a částečně také lunkry a orientaci krystalické struktury. Analytickou úlohu pak řešíme jako spojení úlohy Moldflow a pevnostní analýzy.
4.1. Charakter zatížení
Zatížení plastového dílu může být působením vnějších sil a prostředí. Vnější síly mohou působit staticky, cyklicky nebo dynamicky. Při statickém zatížení se hodnota a směr zatížení nemění v čase. Je to např. tíha, montážní zatížení. Při cyklickém nebo míjivém zatížení se hodnota a směr zatížení mění v čase. Jsou to např. pedály, zavírací a zamykací mechanismy dveří, části vypínačů. V tomto případě provádíme výpočet na únavu. Dynamické zatížení představuje velmi rychlý nárůst zatížení v důsledku nárazu, pádu, impaktu. Pro dynamické zatížení musíme použít explicitní řešiče a materiálové modely zahrnující zpevnění při rychlém nárůstu hodnoty zatížení. (Obr.1)
4.2. Působení prostředí
Vlivy prostředí jsou hlavně zvýšená teplota do 100°C a naopak snížená teplota pod -10°C. V tomto případě je nutno upravit materiálový model odpovídající dané teplotě. Podobně je nutno upravit materiálový model u hygroskopických plastů, u kterých při nízké relativní vlhkosti klesá tažnost a rázová houževnatost. (Obr.1) Při působení zvýšené teploty je nutno také brát v úvahu relativně vysoký koeficient teplotní roztažnosti u plastů, který je 5x vyšší než u oceli.
5. Post procesní zatížení
Post procesní zatížení působí při povrchové úpravě, kdy je díl zahříván při vytvrzování, galvanickém pokovení. V tomto případě může docházet ke změnám reziduálních napětí relaxací příp. rekrystalizací u některých typů plastů s vysokým podílem krystalické fáze. K dalším změnám reziduálního napětí může dojít při svařování v důsledku působení lokálního ohřevu.
6. Závěr
Aby pevnostní analýza co nejvěrněji popisovala realitu, musíme do výpočtu zahrnout co nejvíce specifických charakteristik v chování plastů. Je to hlavně viskoelastické chování a vliv teploty prostředí, kde bude díl exponován. Kromě toho je nutno počítat také s nehomogenitami vzniklými v průběhu vstřikovacího procesu. Jsou to studené spoje, jetting efekt, lunkry, orientace a reziduální napětí.

Autor článku
Petr Halaška













